


Tomography-controlled Continuous Metal Casting
Contributing Partners:
Helmholtz-Zentrum Dresden-Rossendorf (Germany), Delft University of Technology (The Netherlands), Technical University of Liberec (Czech Republic), University of Bath (UK)
Rocsole Ltd. (Finland), Primetals Technologies Austria GmbH (Austria), Tata Steel Nederland Technology B.V. (The Netherlands)
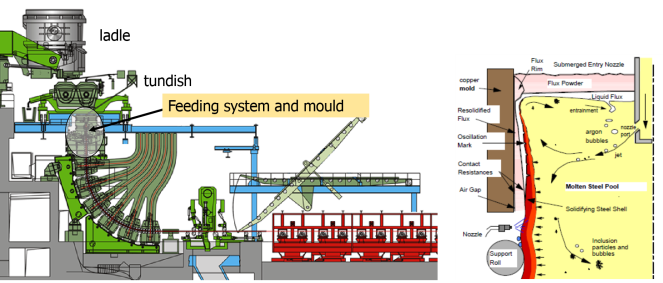
State of the art: Steel production is highly energy intensive. One ton of steel consumes 5,600 kWh energy. In continuous casting of steel the final product quality at highest production speed is decisive for energy efficiency, because low-quality steel has to be re-melted. Moreover, steel quality is a competitive edge. About 95 % of the world’s steel output is produced by means of continuous casting, e. g. in form of billets, blooms and slabs, which are subsequently processed into a variety of products. Increasing demand for tighter manufacturing tolerances, improved steel quality, and more complex compositions require constant improvements to the entire steel production process. The figure above shows a continuous steel caster. Liquid steel flows from the ladle to the tundish and from there via a submerged entry nozzle (SEN) into the mould. The flow rate is there controlled by a stopper rod or a sliding gate. In the water cooled mould a solid steel shell is formed and the partly solidified strand is further transported on rolls and cooled by water sprays until it is solidified completely. Unstable flows in the mould at high production speed can lead to surface defects or slag entrapment. For controlling the flow in the mould electromagnetic actuators are often used. This can be electromagnetic brakes or alternating magnetic fields to stir the melt. For several steel grades argon gas is injected into the SEN to prevent nozzle clogging and to float inclusions. It is obvious that the flow field in the mould should not hinder the rise of bubbles towards the free surface. Therefore, the flow regime in the SEN and in the mould is very important for steel quality. Up to now, measurement of liquid steel level in the mould and temperatures at different Locations are used for control of the continuous caster. Sensors for monitoring the steel flow are needed, which are rugged, inherently save and capable of visualizing steel flow and clogging. High temperatures of about 1500°C and opaqueness of the liquid steel pose great challenges to process measurement.
 TOMOCON objectives: Contactless Inductive Flow Tomography (CIFT) will be employed to resolve the mean three dimensional flow fields in melts while Magnetic Induction Tomography (MIT) is able to track bubbles in the SEN. Also Electrical Capacitance Tomography (ECT) is a candidate for jet interface detection. Within TOMOCON all these sensor modalities will be further developed and combined for a model-based control approach. Demonstration within TOMOCON will be carried out at the LIMMCAST facility at Helmholtz-Zentrum Dresden-Rossendorf, which is operated with the eutectic alloy GaInSn as room-temperature liquid metal. For the demonstration of the control loop it will be operated in continuous mode allowing measurement times of several hours. In this facility the position of the stopper rod, which controls the liquid metal flow rate, the argon gas flow rate and the parameters of the electromagnetic stirrer are control variables.
TOMOCON objectives: Contactless Inductive Flow Tomography (CIFT) will be employed to resolve the mean three dimensional flow fields in melts while Magnetic Induction Tomography (MIT) is able to track bubbles in the SEN. Also Electrical Capacitance Tomography (ECT) is a candidate for jet interface detection. Within TOMOCON all these sensor modalities will be further developed and combined for a model-based control approach. Demonstration within TOMOCON will be carried out at the LIMMCAST facility at Helmholtz-Zentrum Dresden-Rossendorf, which is operated with the eutectic alloy GaInSn as room-temperature liquid metal. For the demonstration of the control loop it will be operated in continuous mode allowing measurement times of several hours. In this facility the position of the stopper rod, which controls the liquid metal flow rate, the argon gas flow rate and the parameters of the electromagnetic stirrer are control variables.